TalonGrip™
Measurements Available: Inch, Metric
TalonGrip™ Vise Jaw Systems
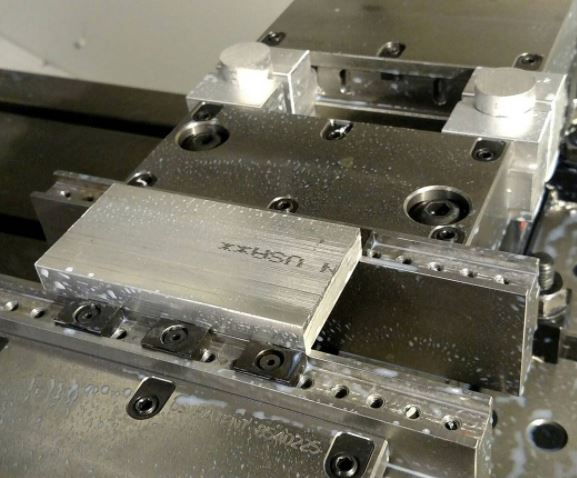
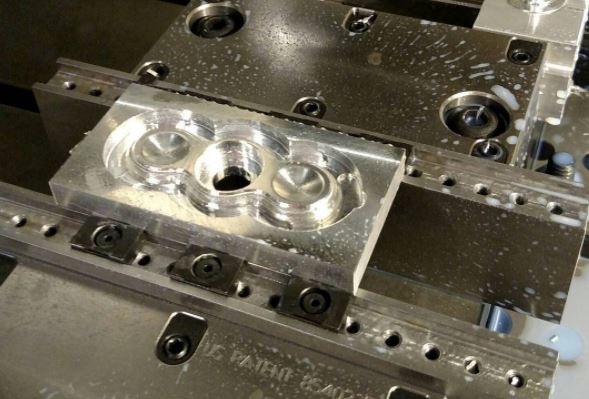
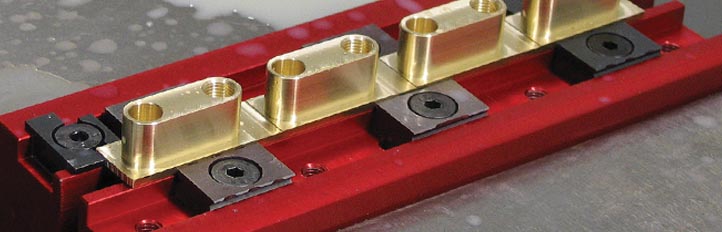
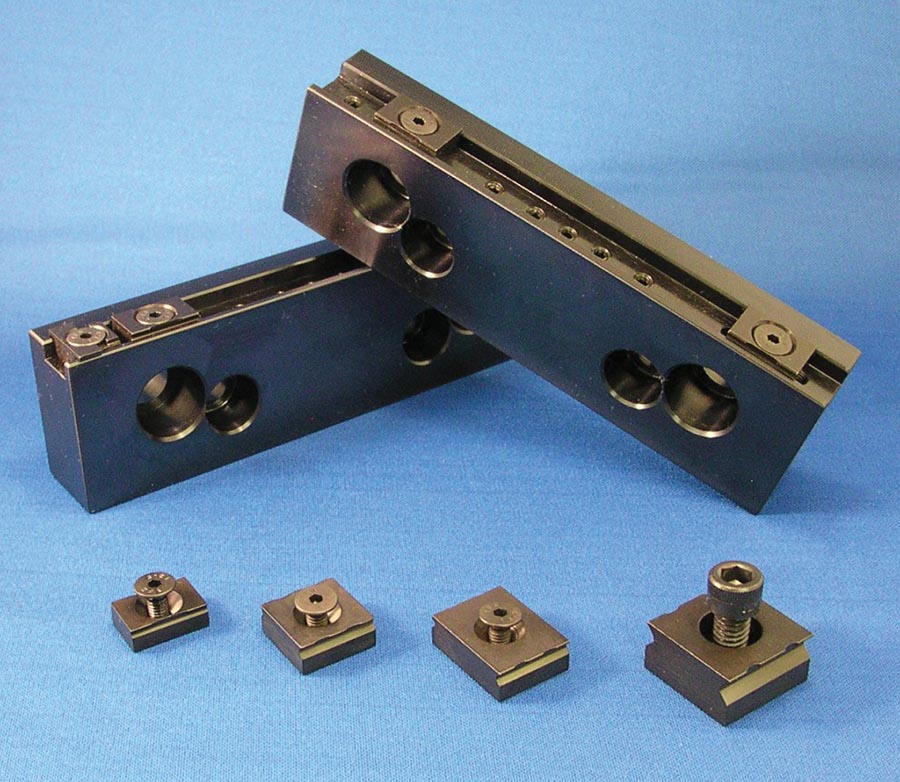
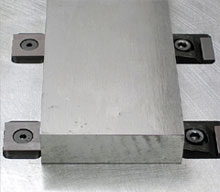
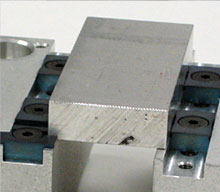
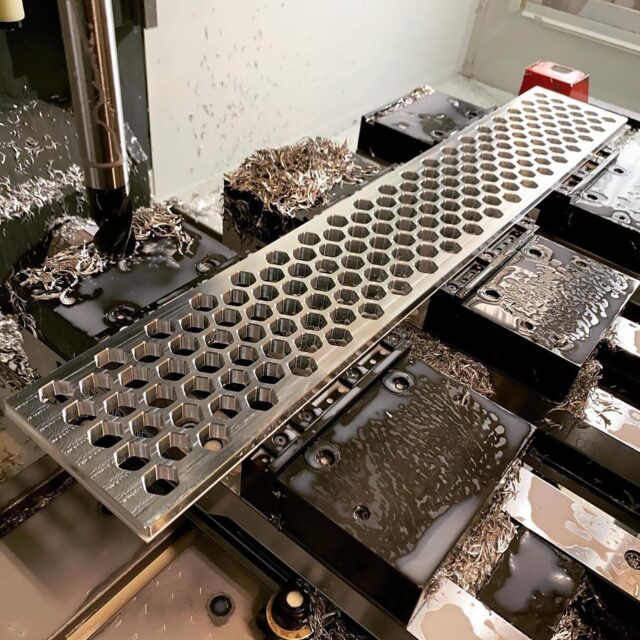
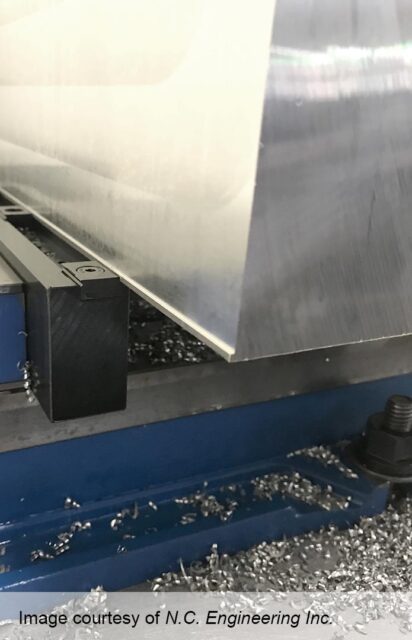
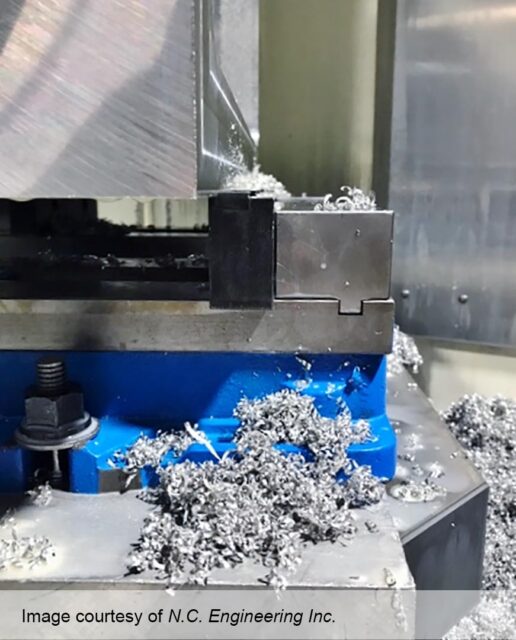
Mitee-Bite Products introduces a new and innovative product that will increase the functionality of your standard 4, 6, and 8 inch (100mm, 150mm and 200mm) vises. TalonGrip™ is a simple bolt on system that will allow you to perform aggressive machining operations while clamping on as little as .060 (1.5mm) of an inch. Ideal for small lot sizes, difficult applications or proto-type work when building a fixture would not be beneficial. TalonGrips™ are also available individually for fixturing with Pitbull® and Dyna-Force® Clamps or for soft jaw applications.
Materials that can be clamped with the jaws include any material that has a Rockwell “C” hardness of 40 or softer. Aluminum, brass, bronze, copper, composites, plastics, mild and carbon steels, high nickel materials, inconel, titanium, stainless steels, tool steels have all been gripped and machined successfully with the TalonGrip™ Systems Jaws. Brittle materials like some plastics, ceramics and composites may develop cracks and chipping from the grips. You will have to determine for yourself if the Jaws and Grips will work in those types of materials.
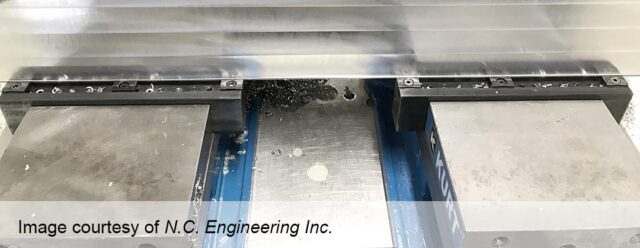
Torque for a typical 6″ vise is approx. 30 ft/lbs when using 2 grippers per jaw. Note: if using our large 8” jaws (p/n 32088) in vise torque to 40-45 ft/lbs. Be certain the grips penetrate the material at least .010″-.015″. More penetration is desired for softer materials such as brass, aluminum & mild steel. Our 1018 steel jaws and stops are not heat-treated to allow for custom modifications. Grips are heat treated tool steel.
All TalonGrip™ mounting holes in our Jaws are threaded M5. For more versatility, Jaw Sets 32066 and 32068 are tapped with 2 additional holes to accept our M4 Pitbull® Clamps. Jaw Set 32088 (8″) has 2 additional M6 holes to accept our M6 Pitbull® Clamps. This is an effective solution when downforce or additional holding force is necessary. Please contact Mitee-Bite Products with any questions.
 |
 |
 |
 |
| Aggressive Stock Removal | Multiple Part | Fixture Application | Soft Jaws |

| Part Number |
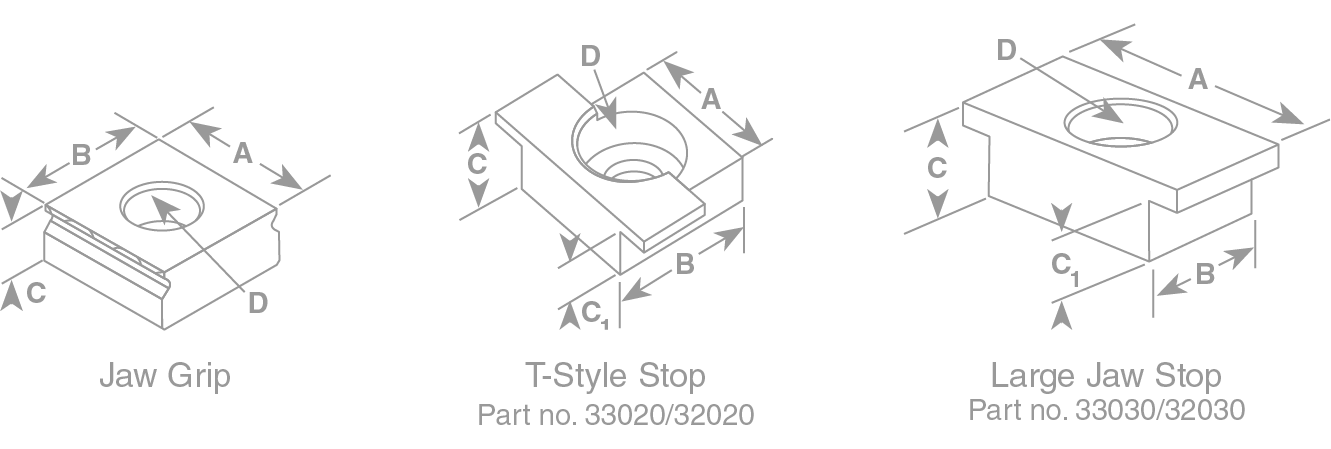
Description | A | B | C | C1 | D | Recommended Gripping Height |
Number Per Pack |
|
|---|---|---|---|---|---|---|---|---|---|
| 32050 | CAD | Grips | .75 | .500 | .250 | – | 10-32 | .060-.075 | 2 |
| 32020 | CAD | Stop | .50 | .500 | .250 | .195 | 10-32 | – | 1 |
| 32030 | CAD | Stop | 1.00 | .500 | .312 | .220 | 10-32 | – | 1 |
| 32075 | CAD | Fixture Grips | .75 | .750 | .312 | – | 10-32 | .060-.120 | 2 |
| 32100 | CAD | Fixture Grips | .75 | 1.000 | .312 | – | 10-32 | .060-.120 | 2 |
| 32150 | CAD | Fixture Grip | 1.00 | 1.000 | .500 | – | 5/16-18 | .060-.220 | 1 |
Metric
(Fit all Mitee-Bite TalonGrip™ Jaws)
| Part Number |
Description | A | B | C | C1 | D | Recommended Gripping Height |
Number Per Pack |
|
|---|---|---|---|---|---|---|---|---|---|
| 33050 | CAD | Grips | 19.05 | 12.7 | 6.35 | – | M5 | 1.5mm-1.9mm | 2 |
| 33020 | CAD | Stop | 12.7 | 12.7 | 6.35 | 4.95 | M5 | – | 1 |
| 33030 | CAD | Stop | 25.4 | 12.7 | 7.92 | 5.59 | M5 | – | 1 |
| 33075 | CAD | Fixture Grips | 19.05 | 19.05 | 7.92 | – | M5 | 1.5mm-3.0mm | 2 |
| 33100 | CAD | Fixture Grips | 19.05 | 25.4 | 7.92 | – | M5 | 1.5mm-3.0mm | 2 |
| 33150 | CAD | Fixture Grip | 25.4 | 25.4 | 12.7 | – | M8 | 1.5mm-5.6mm | 1 |

| Part Number |
Vise (metric) |
A (metric) |
B (metric) |
C (metric) |
D (metric) |
E (metric) |
Replacement Grips (2/pk) |
Replacement Stops (each) |
|
|---|---|---|---|---|---|---|---|---|---|
| 32044 | CAD | 4″ (100mm) |
4.0 (100) |
1.48 (37.59) |
1.0 (25.4) |
2.5 (63.5) |
.688 (17.47) |
33050 | 33020 |
| 32066 | CAD | 4″/6″ (100mm/150mm) |
6.0 (150) |
1.73 (43.94) |
1.0 (25.4) |
2.5/3.88 (63.5/98.55) |
.688/.94 (17.47/23.87) |
33050 | 33020 |
| 32068 | CAD | 6″ (150mm) |
8.0 (200) |
1.73 (43.94) |
1.0 (25.4) |
3.88 (98.55) |
.94 (23.87) |
33050 | 33020 |
| 32088* | CAD | 6″/8″ (150mm/200mm) |
8.0 (200) |
2.45 (62.23) |
1.25 (31.75) |
3.87/4.75 (98.3/120.65) |
.94/1.218 (23.88/30.94) |
33075 | 33030 |
*Grips on .100″
| Part Number |
Vise (metric) |
A (metric) |
B (metric) |
C (metric) |
D (metric) |
E (metric) |
Replacement Grips (2/pk) |
Replacement Stops (each) |
|
|---|---|---|---|---|---|---|---|---|---|
| 33044 | CAD | – | 4.0 (100) |
1.48 (37.59) |
1.0 (25.4) |
– | – | 33050 | 33020 |
| 33066 | CAD | – | 6.0 (150) |
1.73 (43.94) |
1.0 (25.4) |
– | – | 33050 | 33020 |
| 33068 | CAD | – | 8.0 (200) |
1.73 (43.94) |
1.0 (25.4) |
– | – | 33050 | 33030 |
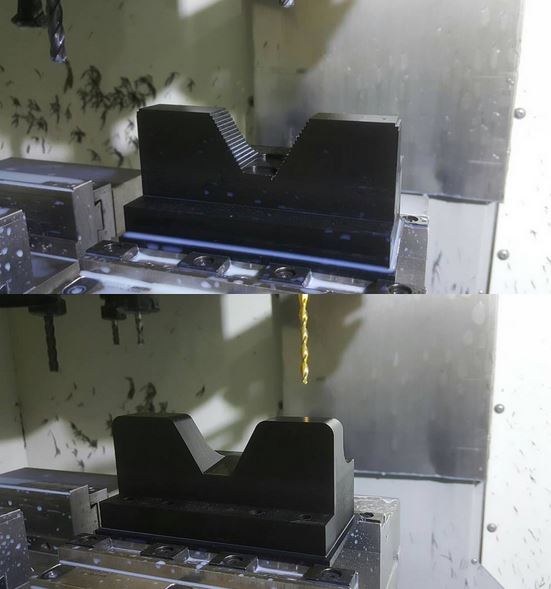
Frequently Asked Questions: |
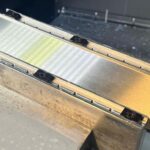
Q: What is the “carrier” concept?A: The “carrier” concept is a method for machining parts that uses an amount of sacrificial material, the “carrier”, to hold onto a part while the top and sides of the part are machined to finish size. The part is then re-positioned with the machined top portion down and clamped on the finish machined sides using hard jaws or nested in soft jaws, then “carrier” material is machined off and any other finish machining is completed on that side of the part. This process allows completing a high percentage of parts in just two clampings. The most efficient version of this process uses TalonGrip™ Vise Jaws and requires no pre-machining of the blank material in order to effectively hold the part while machining aggressively. Q: How are TalonGrip™ Vise Jaws used in the “carrier” concept?A: TalonGrip™ Jaws are used to clamp a part in a vise using only .060” of material to grip the part while still allowing for machining with aggressive speeds and feeds. Q: Why would I use TalonGrip™ Vise Jaws instead of the regular jaws that came with my vise?A: Regular jaws are smooth and will not hold the part as well while machining aggressively unless much more than .060” of material Q: What materials can be clamped with the jaws?A: Any material that has a Rockwell “C” hardness of 40 or softer. Aluminum, brass, bronze, copper, composites, plastics, mild and carbon steels, high nickel materials, inconel, titanium, stainless steels, tool steels have all been gripped and machined successfully with the TalonGrip™ Systems Jaws. Brittle materials like some plastics, ceramics and composites may develop cracks and chipping from the grips. You will have to determine for yourself if the Jaws and Grips will work in those types of materials. Q: How tight should material be clamped in the jaws?A: Torque for a typical 6″ vise is approx. 30 ft/lbs when using 2 grippers per jaw. Note: if using our large 8” jaws (p/n 32088) in vise torque to 40-45 ft/lbs. Be certain the grips penetrate the material at least .010″-.015″. More penetration is desired for softer materials such as brass, aluminum and mild steel. Q: Will the TalonGrip™ leave marks in my parts?A: Yes, the grips bite into the material, that’s how they hold on to the material so well. Using the “carrier” concept, this material (and the marks) is removed in the second or later operations. Q: Why are the jaws not hardened?A: We leave the jaws soft so that if you need to cut into them to separate the carrier of multiple parts to eliminate a sawing operation, you can mill right into the jaw without damaging the cutter. DO NOT mill into the grips, they are hardened, of course, and will damage your cutters. Q: Is .060″ enough material to clamp on my part while machining?A: .060″ is enough for most applications if the bottom of the material has only a small edge break or corner radius of up to about .030″ max. All parts shown in the videos on our web site, were machined gripping on only .060″. However if the edge condition of the material is rounded very much, it might not be enough. Also softer materials like some plastics and non metals may need more than .060″ of grip height to be gripped adequately. More grip height can be achieved by removing the grips, stops and their screws from the jaws, clamping the vise tight and machining off up to .015″ of material from the top of the jaws. This will allow the grips to stick up higher than normal and grip more material. No more than about .015″ should be removed as the grip geometry will only allow gripping on about .075″ max. Q: How parallel are the “built in part rest surfaces”?A: We machine the jaws to within .001″ of parallel, to the bottom of the jaw. They will, normally, not need to be even this close as you will, normally, be removing the gripped “carrier” material anyway. If you need them more parallel for a special application, this can be achieved by removing the grips, stops and their screws from the jaws, tightening the vise with the jaws installed and machining a small amount of material from the top of the jaws. Or you can match grind the tops to the bottom on a surface grinder. Q: Will the TalonGrip™ Vise Jaws fit my vise?A: Most likely! The jaws have been designed to fit most common machine vises. Determine the hole spacing and size of your existing vise jaws and compare them to the size specification chart. Q: How do I install the TalonGrip™ Vise Jaws in my existing vise?A: Remove the bolts from the existing jaws of your vise and take the jaws out of the vise. Clean the vise and make sure the area under the jaws is clean and has not been damaged. If not damaged, then clean the TalonGrip™ jaws and install them in place of the just removed jaws, insert the jaw screws and tighten adequately. Position the grips and stop(s) as needed for your application, insert the flathead screws provided and tighten to the torque setting recommended (50-80 inch pounds). Q: How are the stops used?A: The stops are at the same height as the grips, and so, should be under the cutter when machining. They can be reversed to provide a little extra adjustment. The corner of the material is placed against them to locate the material laterally before clamping. Multiple stops can be used in a jaw set to position multiple parts. Q: How tight should the grip and stop screws be?A: Torque the LHCS screws to 50-80 inch lbs. If screw seems difficult to remove, so as not to damage screw hex socket, first tap head of screw with a drift punch and then tap grip body left to right. Q: How many grips do I need to use?A: Good question! Usually less than you might think. The grips need to penetrate the material to really work best, so if you use too many, the increased surface area of the grips may not allow them to penetrate with the force available from your vise. If you have to use a cheater to get adequate penetration then you are likely using too many. Most single parts can be clamped really well using two grips per side. Some small parts can be clamped using only one grip per side. Larger parts may require up to 3 grips per side. If properly spaced and you have good penetration 3 grips per side will allow some pretty big parts to be machined very aggressively. You will be amazed at how well they hold! Q: Can I hammer down the parts clamped in the jaws?A: NO!!! If you do, you WILL BREAK the grips. You do not need to tap or hammer the material down when using a “carrier”. Just set the material on the rest surfaces, against the stop and tighten. You should also not hammer on the vise handle to tighten the vise. Q: Can I modify the jaws to suit my application?A: Yes. That is one of the main reasons they are soft. Q: How do I clamp on more than .060″ of material?(Example below for PN’s 32050/33050) Q: How do I clamp on less than .060″ of material?A: Be very careful, but you can grip on less than .060″. You must have a good edge with minimal edge break on your material. You may lose some gripping power as the grip height decreases, depending on material. You must modify the jaws by machining the grip groove deeper to allow the grip to set lower. BEWARE!! If you machine the groove deeper you will not be able to use the stops. You will break off the stop tabs when you tighten the screws. Remove the grips, stops and screws , of course, before machining the grooves deeper. Keep the groove width the same as the existing groove, or you may damage the grip, screw or jaw when clamping with the vise. Q: How do I clamp on thin parts without distorting them?A: Use common sense here, thin parts are always a problem to clamp without distortion. If the part is thin enough to bow when clamped but will spring back to normal when unclamped, you can possibly clamp the part tight enough to penetrate the material with the grips, then loosen the vise and re-clamp the part not so tightly without moving it. The grips teeth will still be in the material, and you can machine the part with caution and common sense dictating the speeds and feeds. Q: Can I clamp and machine more than one part at a time in one set of TalonGrip™ Vise Jaws?A: Yes. The picture and videos on the web site show applications with multiple parts being clamped in the jaws. The extended jaws allows extra room for more parts. Unlike regular jaws, you can clamp on three or more parts and not have any loose parts as you would in regular, smooth, hard jaws. The grips will penetrate into the material, so slight differences in material width will not prevent all parts from being gripped. Be careful! When clamping three, or more, parts, make sure that the material width does not vary too much. You can also use multiple stops in one set of jaws. Depending on the size of the parts, try and use two grips per side for each part. Smaller parts can be clamped using only one grip per side. Q: What cutter speeds and feeds should I use when
|
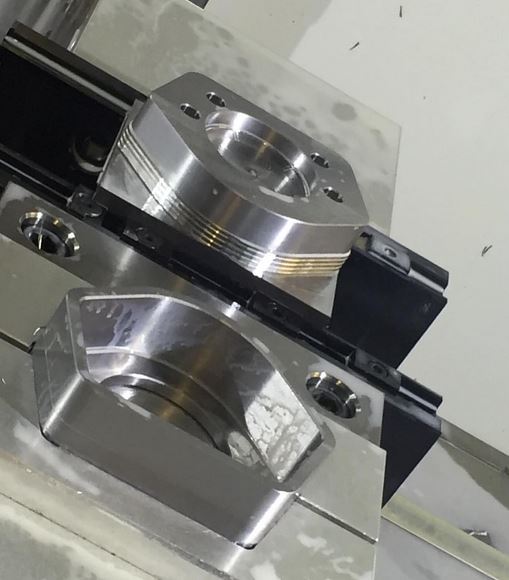
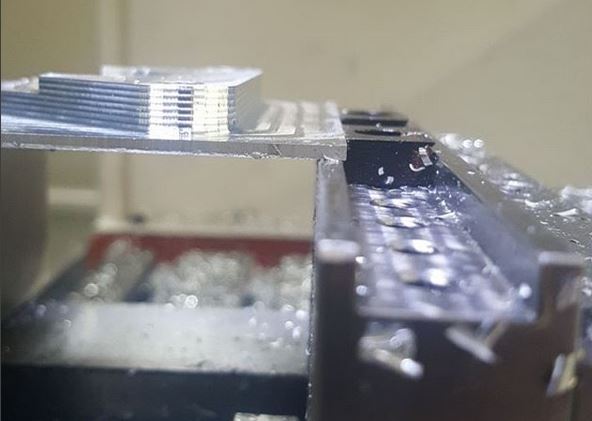
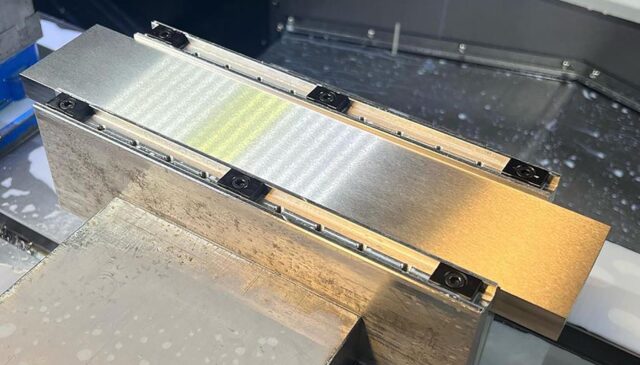
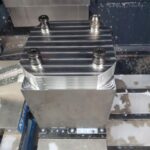
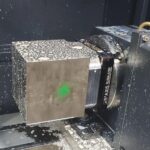
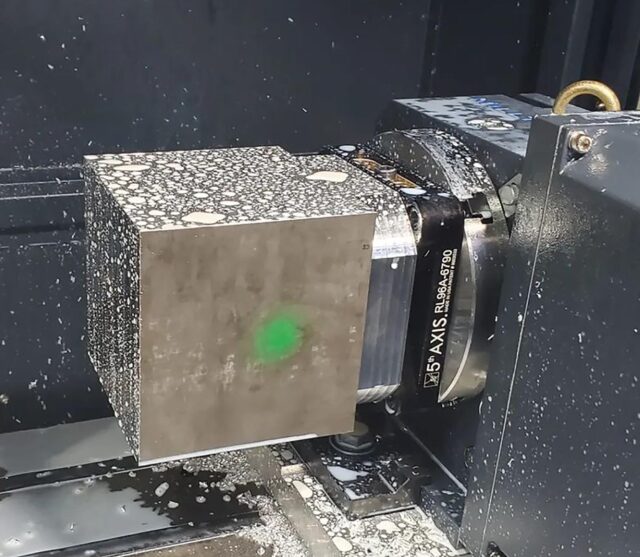
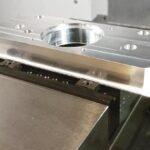
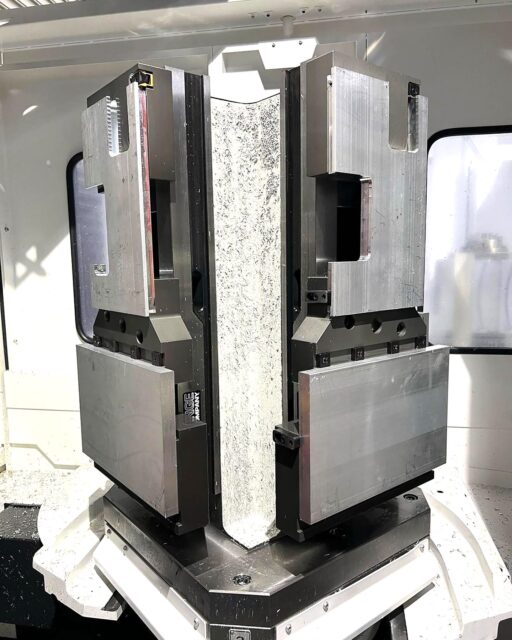
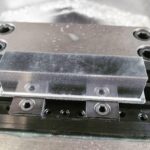
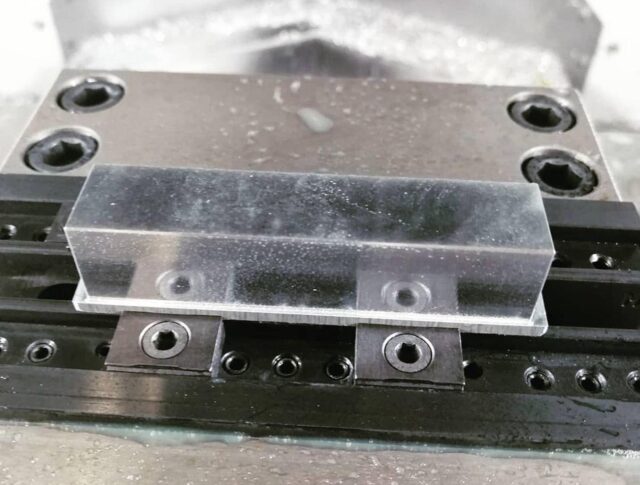
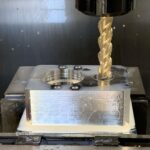
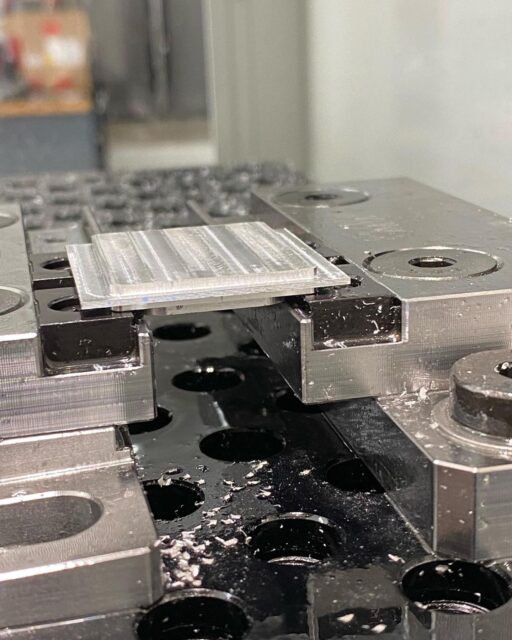
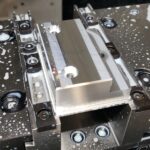
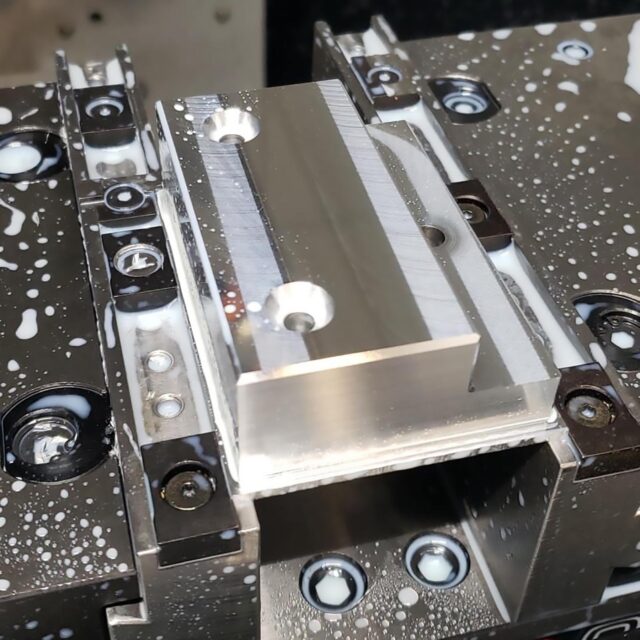
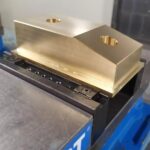
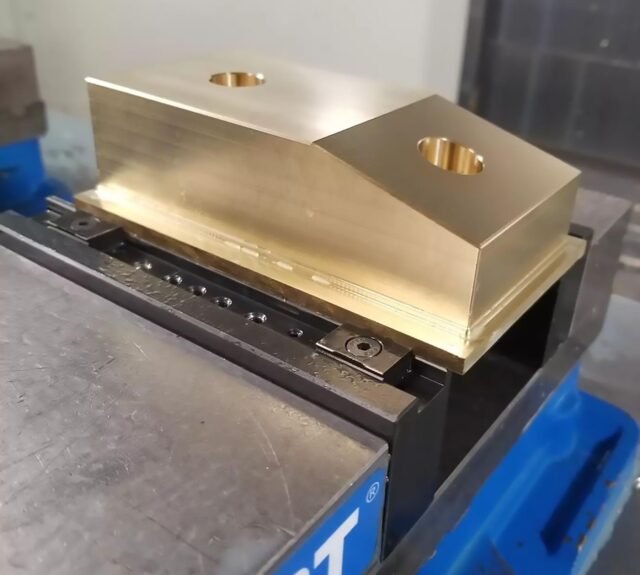
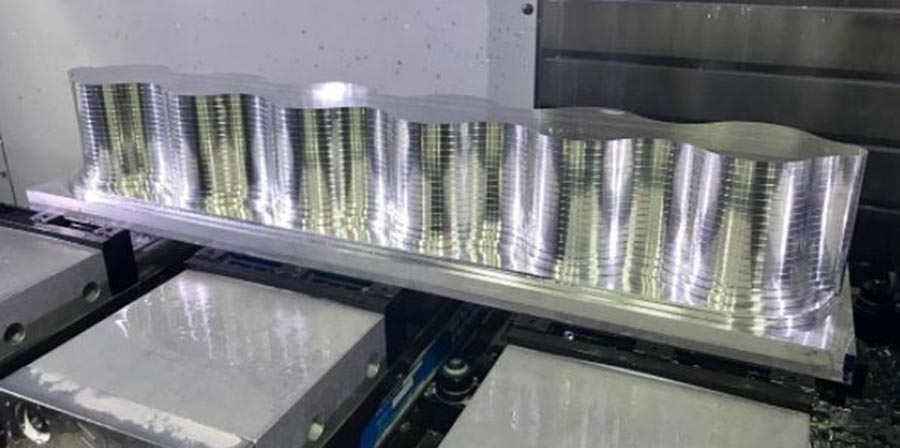
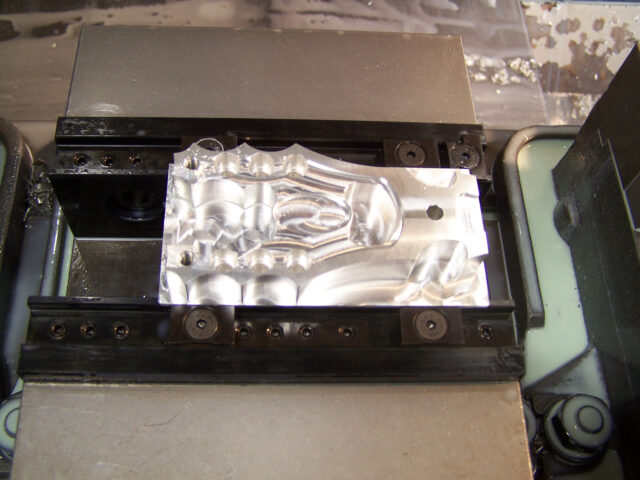
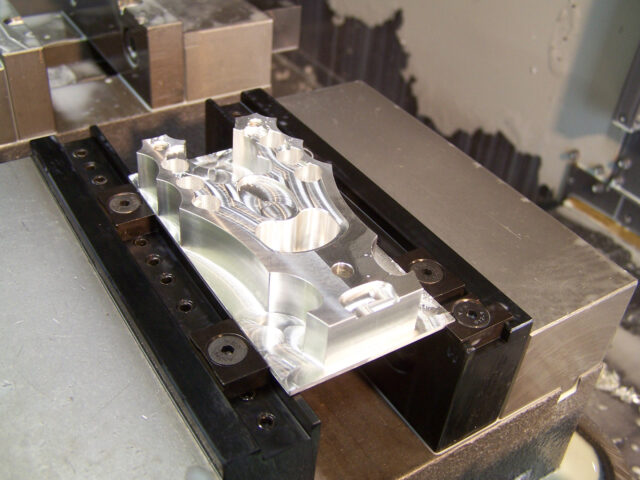
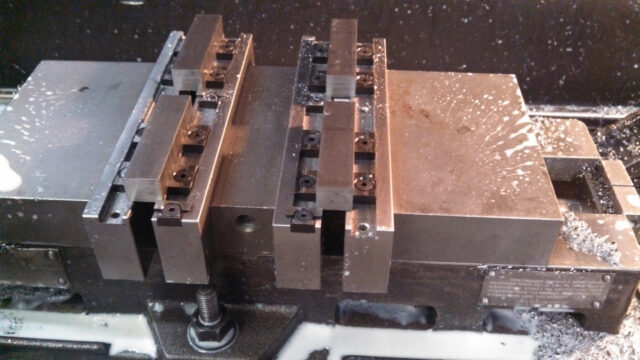
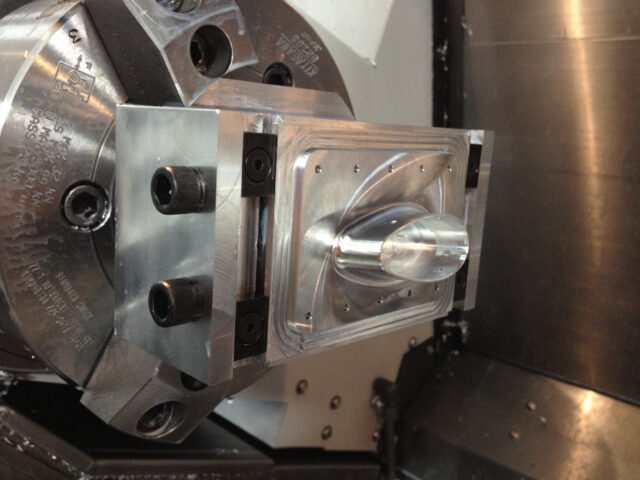
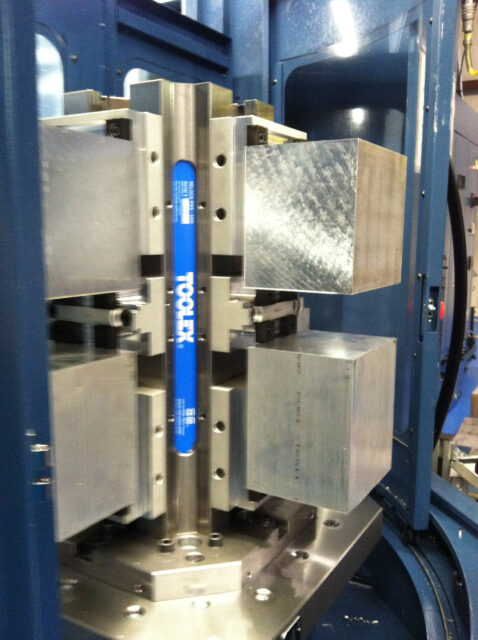
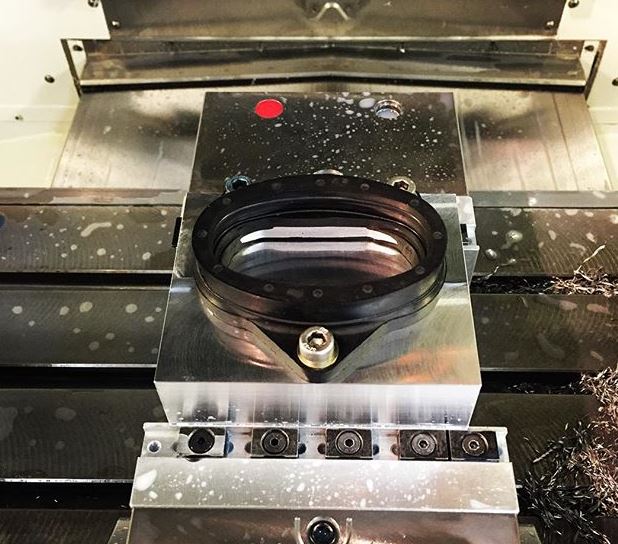
Applications
-
- Image courtesy of @ny_machinist
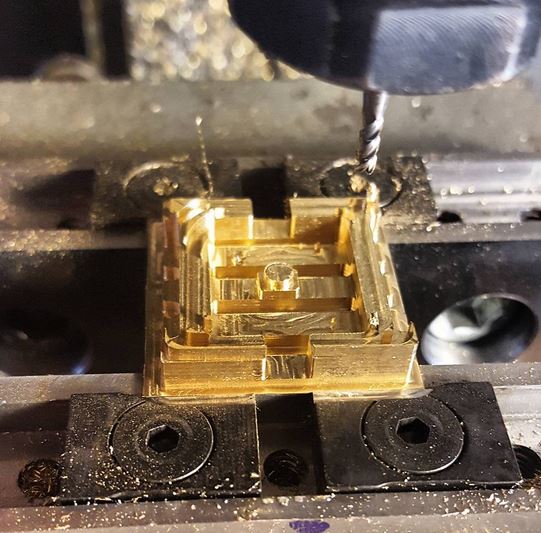
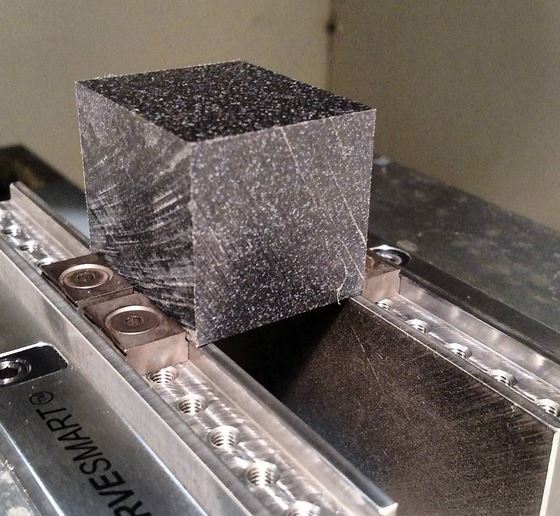
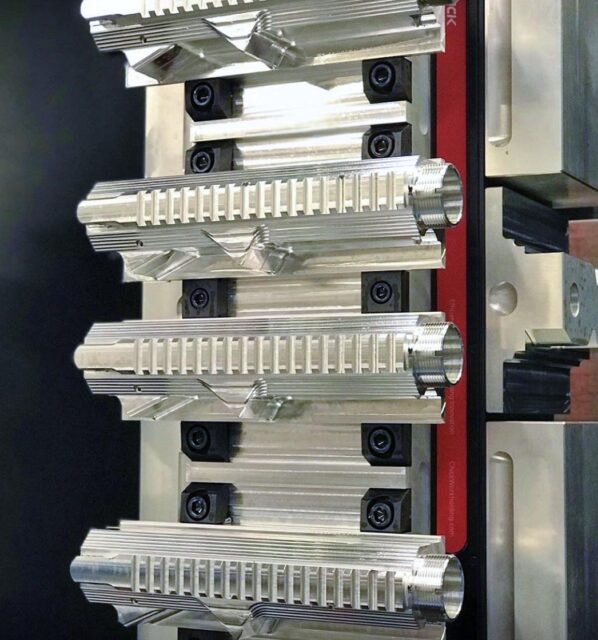
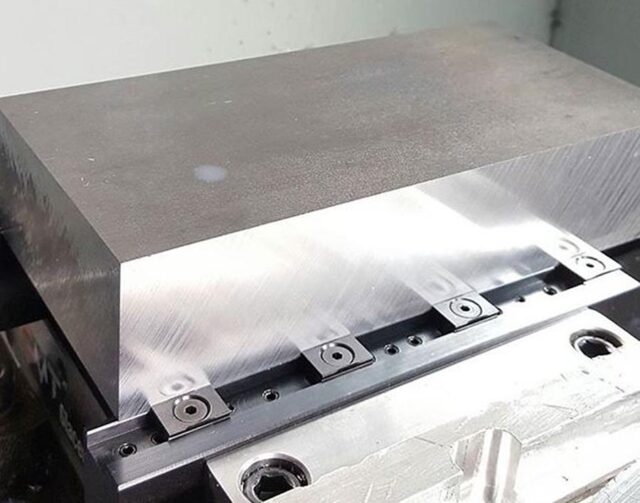
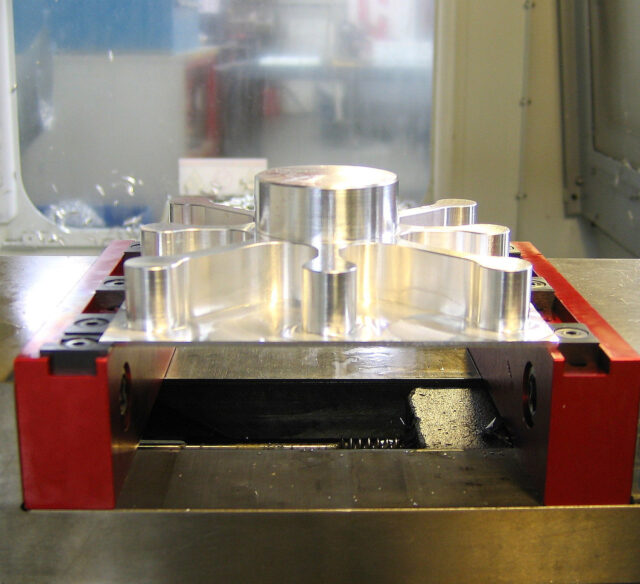
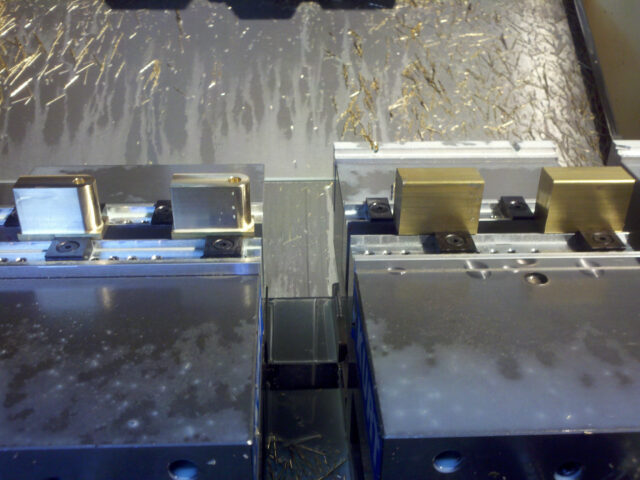
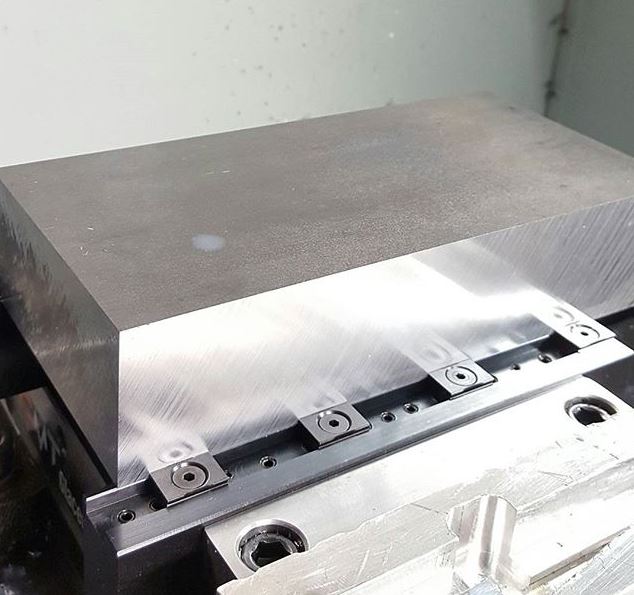
-

- Image courtesy of Pete Denness

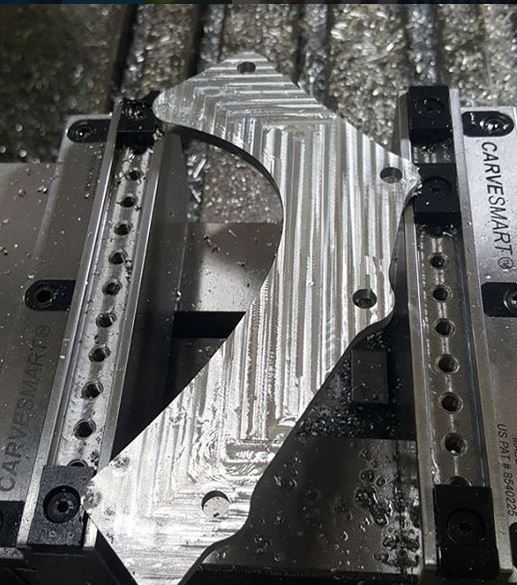
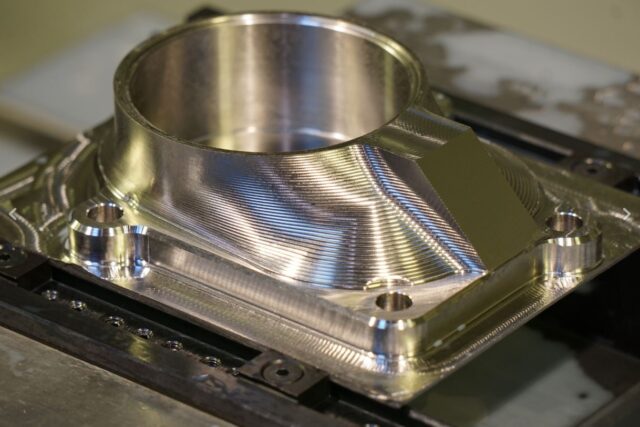
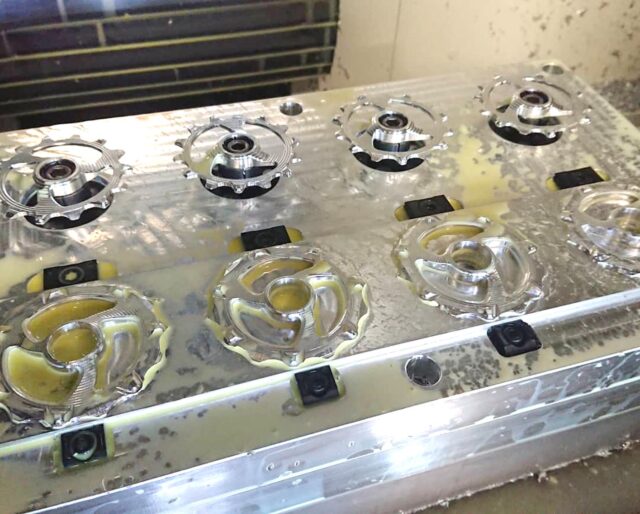
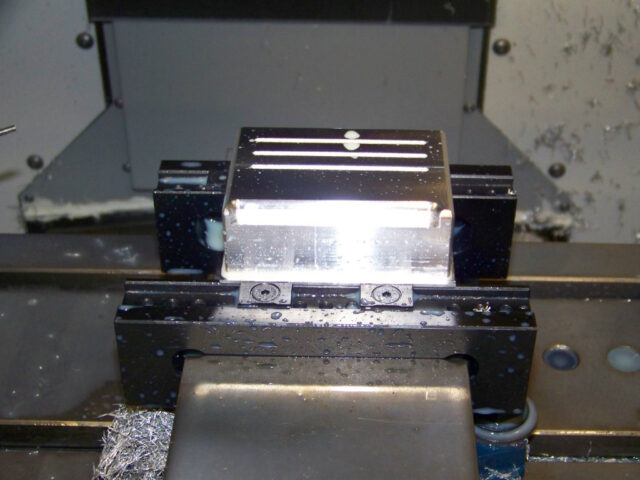
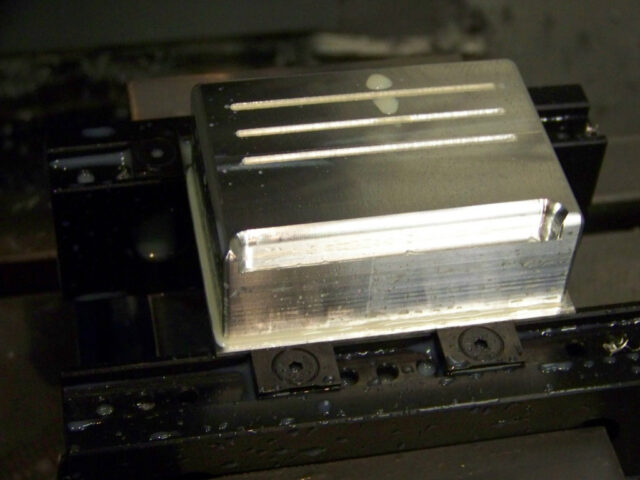
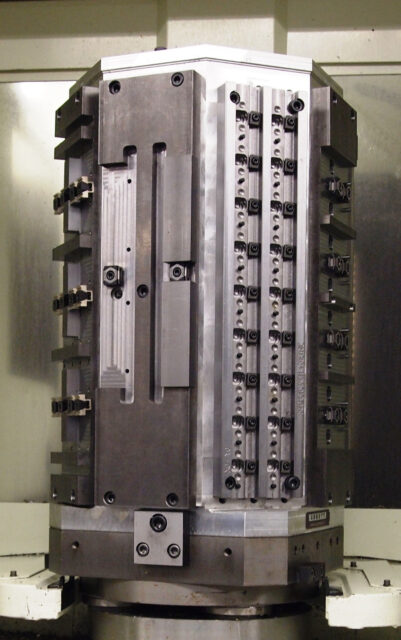
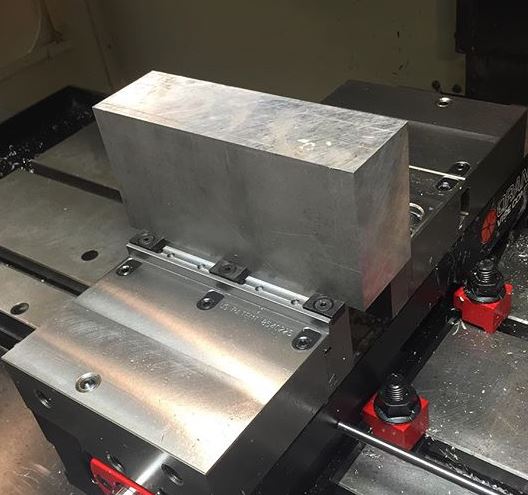
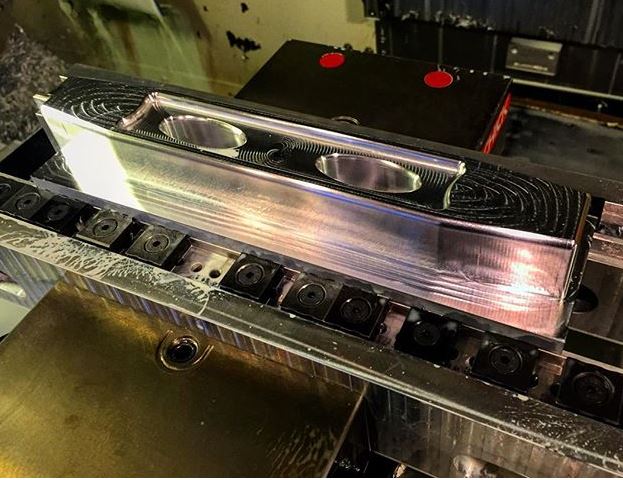
-

- Image courtesy of @grayopscnc

-

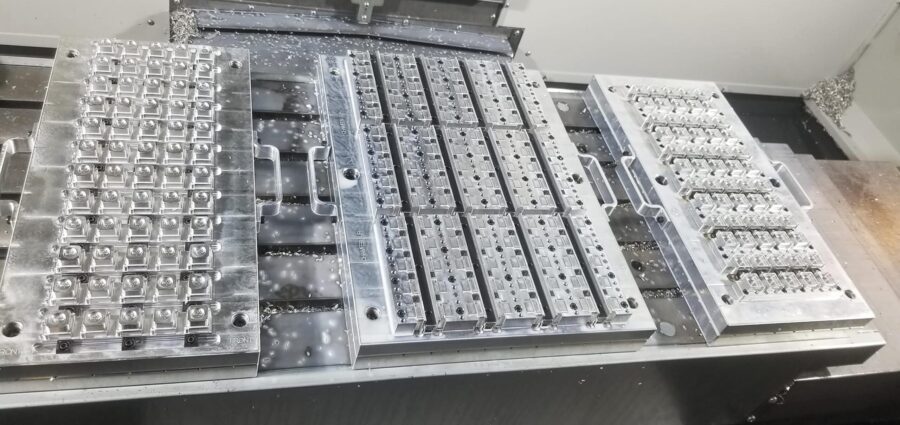
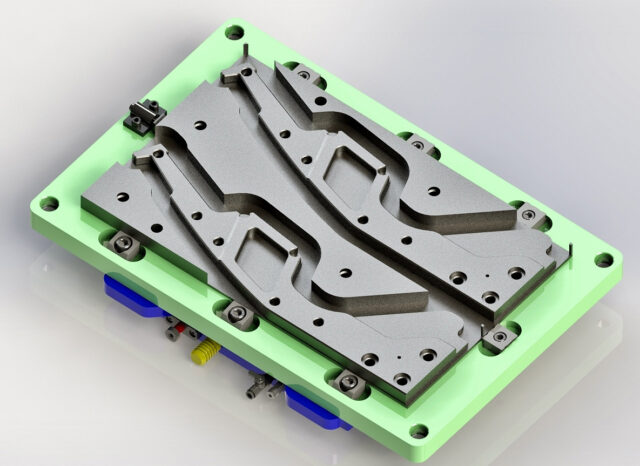
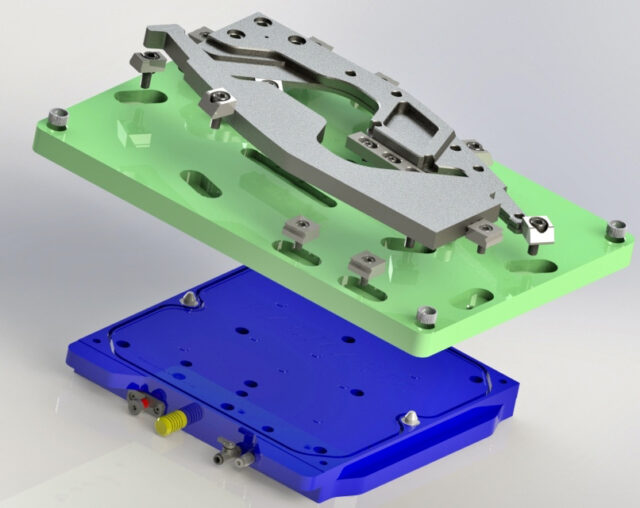
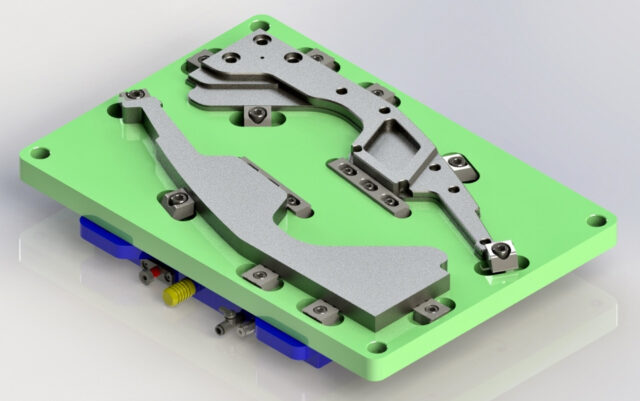
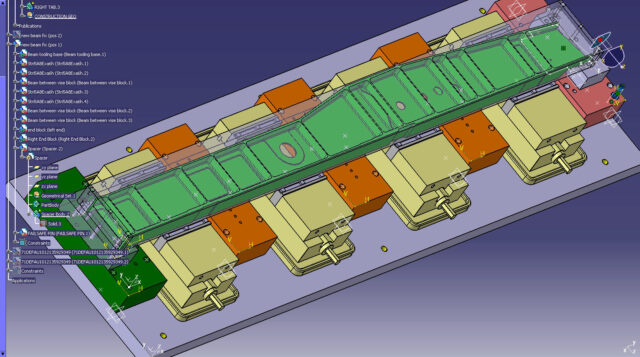
- Peter Stokes – Mitee-Bite Facebook Community – My latest mitee bite fixture. All three have removable top plates located with 4 Mitee Bite ID clamps while operator reloads another set of identical top plates while machine continues to run. 60 complete parts in 2.5 hrs(can speed up the program a bit) with 4 total operations on each part. Fun to design and make.

-
- Peter Stokes – Mitee-Bite Facebook Community – My latest mitee bite fixture. All three have removable top plates located with 4 Mitee Bite ID clamps while operator reloads another set of identical top plates while machine continues to run. 60 complete parts in 2.5 hrs(can speed up the program a bit) with 4 total operations on each part. Fun to design and make.
-
- @kingdomprecision

-
- @kingdomprecision

-
- @kingdomprecision
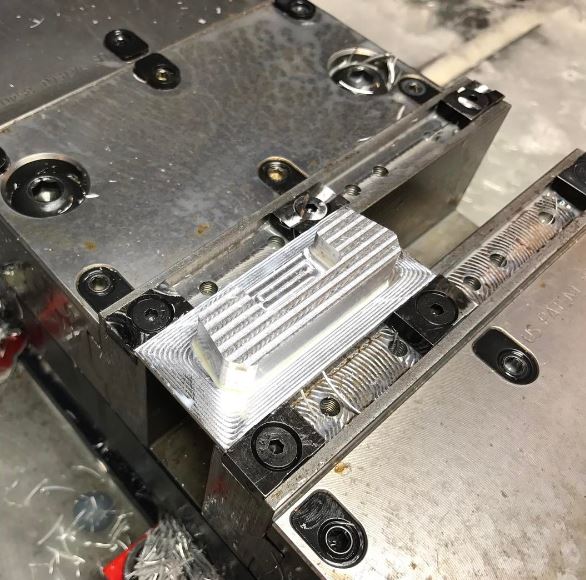
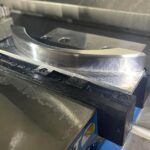
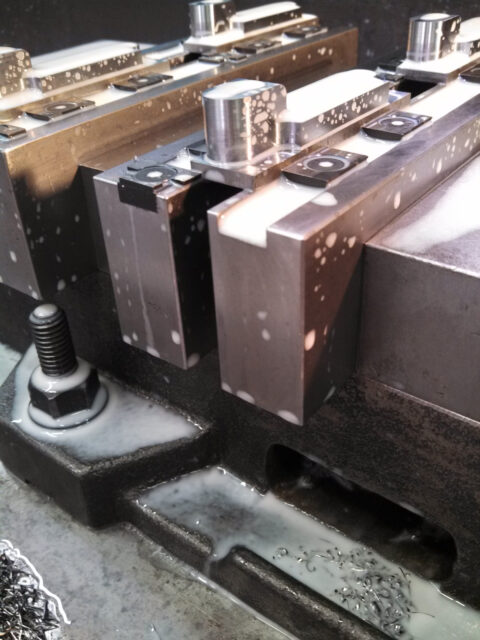
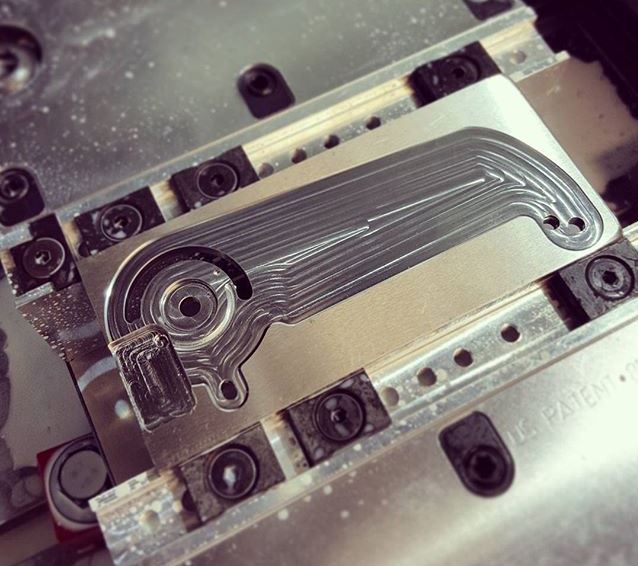
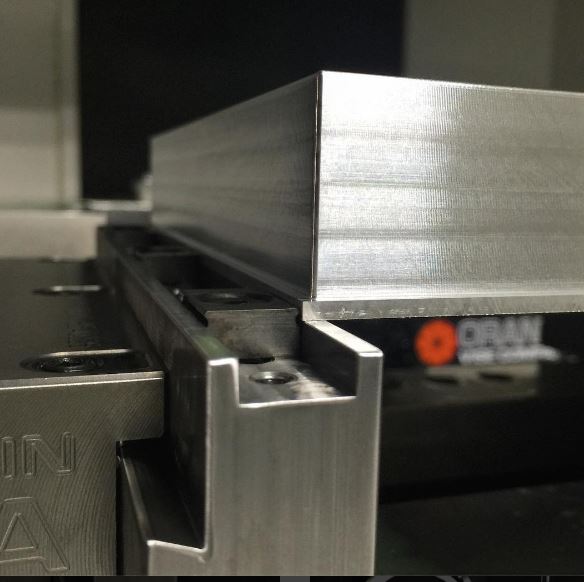
-
- @cape_town_cnc – First op done using @miteebite talon grips. The low profile 1.5mm minimises material waste. Just need to flip and face.

-

- Image courtesy of @machinist_level_one
-

- Image courtesy of @gmc_cnc_machining
-

- Image courtesy of @mtnmachinist

-

- Image courtesy of @mtnmachinist

-

- Image courtesy of @cape_town_cnc
-
- Image courtesy of @the.man.and.his.machine

-
- Image courtesy of @cape_town_cnc
-
- Image courtesy of @erwin_at_rdi

-

- Image courtesy of @gormanprecision
-
- Image courtesy of @rogue_machine
-
- Image courtesy of @stendo_the_machinist
-

- Image courtesy of @uvcnc

















-

- Blew up endmill but TalonGrips hold strong!